全国服务热线:
17315826998
0512-66399864
全国服务热线:
17315826998
0512-66399864



公司秉承“专业高效”的理念,提供优质的冷热缩管,满足客户的核心需求。
Companies adhering tothe professional, efficient concept, providing quality product
先进的管理模式,雄厚实力
公司拥有自主的知识产权
先后获得多项实用性专利
荣获多项荣誉资质
5S精益化生产管理、人性化员工管理
车间生产员工拥有多年丰富的生产经验
引进多位高分子研究生等高等人才
产品远销国内外、得到极大数客户及经销商认可
绝缘、安全、环保、应用广泛、认证全
在行业内率先通过环保及阻燃等级认证
公司通过RoHS、REACH、SGS和CTI等权威认证
广泛应用于电子、电力、通讯、机车、船舶、航空及军工企业
及时为您服务
拥有专业的售后服务团队,及时为你提供完善的技术支持
及时为您解决问题,终身免费保养。
针对客户反馈的情况,即使有效地进行响应

ABOUT US

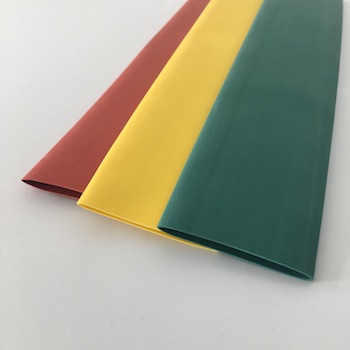
热缩管是一种特制的聚烯烃材质热收缩套管,具有绝缘、阻燃、耐磨、防蚀、防漏气、密封防水、环保等优良特点存在,可用于灯饰、LED引脚的包覆,通讯电缆、光缆的密封,水泵和潜水泵的接线防水等,使用范围非常广泛,市场
硅橡胶自粘带是由耐高温可叠接胶带粘性无机硅橡胶制成,属于胶带的一种,具有绝缘、密封、减震、吸能、降噪、耐辐射、耐高压、耐冲击、耐腐蚀性能,颜色款式多样,适用范围更广泛,主要用于电线电缆接头的绝缘密封防水

苏州沃园新材料科技有限公司
热缩管在线商城HEATSHRINK 关于沃园 搜狐号 新浪微博
手 机:17315826998
座 机:0512-66399864
E-mail :szwyxc@126.com
网 址:www.woyuanxc.com
地 址:中国·江苏省苏州市吴江区联华路36号4幢厂房
 |  |
| 微信公众号 | 阿里店铺 |
苏州沃园新材料科技有限公司 苏ICP备18042373号 版权所有 百度地图 网站地图 技术支持: